
Digital Printing
Screen Printing

Browse Help Topics
Uniprint water-based screen printing inks are soft and breathable and can be easily soaked into the fabric of the garment. Through the proper procedure, crisp and bright print can be obtained.
WHAT IS THE DIFFERENCE BETWEEN WATER-BASED INK AND PLASTISOL INK?
Water-based inks are made with water as a solvent base. Unlike plastisol inks, water-based inks don’t contain plastics or PVC whichmakes them eco friendly
Plastisol ink is thicker and more rigid than water-based ink. It will rise up above the shirt a little more than water-based ink, creating more dimension to the print.
Plastisols are made up of two primary ingredients – PVC resin (a white powder) and plasticizer (a thick, clear liquid). Plastisol ink will not dry, or cure, at normal temperatures it needs to be exposed at a temperature around 300 – 330º F (143-166º C) to be properly cured (dried).
It is suitable for elastic cotton, poly, and knitted fabric.
Reminder: Always do a wash test prior to mass production.
Yes, you can because rather than sitting on top of the garment, water-based inks seep into the fabric, dying the garment directly. This leaves minimal ‘feel-to-touch’, or in other words, when you touch the print it will feel like it’s almost part of the garment.
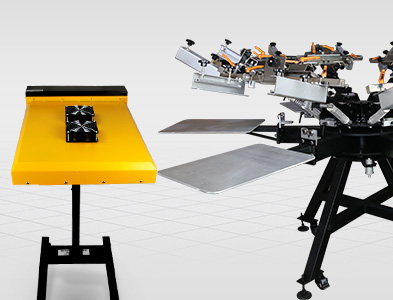
Uniprint opaque ink is used in printing directly on darker fabrics. These inks are premixed so you do not require a white under base. Suitable for elastic cotton, poly, and knitted fabric.
Matte-based requires a correct mixture of UNI clear base and/or UNI white base depending on the pigment colors. Pigment colors with transparent (clear) would need the support of Uni white base to support its opacity.
But if you will use it for light color substrates you can use UNI Clear base and additional max. of 5% of pigment of your desired color.
You can use this formula for matte based:
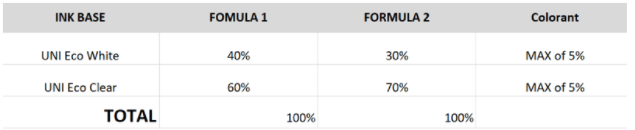
Curing: For best result normal dry of 8 to 12 hours and Heat press at 10-15 seconds of 140-150℃.
Uni Clear Based Ink is used to achieve elastic and soft-touch texture, you can just add Uniprint Pigment Ink depending on your desired color at a maximum of 5% in every mixture. You can use this mixture only for light color substrates.
For dark color substrates, you can add Uni Eco White to make matte or semi-opaque finished for dark color substrates without using under-based white.
The performance of water-based inks will depend on the additives that are incorporated into the ink to optimize specific properties.
In a typical ink formula, the ink is composed of a colorant, resin binder, solvent, and additives. Colorants, resins, and solvents constitute about 95% of a typical ink formulation.
Water-based inks can contain many additives, and their role is often critical to the performance of your ink.
Photo Emulsion is a light-sensitive emulsion used to burn stencils directly into a silkscreen for photo imaging. It is the emulsion for making screens with photos, lettering, logos, or detailed images. The emulsion is durable and can be easily reclaimed from the screen using EasiStrip SUPRA.
This type of film transparency is used to transfer your image onto your screen. The black ink you print on this film helps block the light from hitting different portions during exposure and helps during the washout of your screen.
EasiStrip SUPRA provide the benefits of less labor, less expense, and improved efficiency to the screen cleaning and reclaiming operation.
For many years, screens have been described by “mesh” size. “Mesh” is defined as the number of openings per unit length. Size of solids moving through the screen depends mesh and on the diameter of the wire. The openings and solids that pass through are larger if the wire has a small diameter.
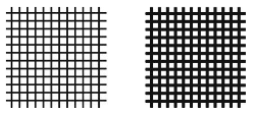
80 to 100 mesh count is often used when printing heavy under-bases and when using some specialty inks, such as puff ink. 120 to 150 mesh count screens are the most versatile and the most commonly used in screen printing.
TEXTILE INKS| ICC PLASTISOL INK
International Coatings’ inks are recognized for their performance, ease of use and quality, and are backed by our expert team of screen print professionals who help printers, large and small, deliver outstanding results.
Yes, by stirring the ink, this action creates “sheer” and this breaks down the “false body” inherent in the ink when it is idle. By stirring the ink you create heat which loosens the molecules of the ink and makes the plastisol ink “creamier.” Stirring plastisol ink prior to use will also show the viscosity of the ink. Never modify the ink without thoroughly stirring the plastisol first. Printers can add a viscosity reducer when they don’t need to. A simple solution is to use a stainless steel ink spatula to manually stir the ink.
Plastisol ink should be stored away from heat and the sun. Never store, or keep near dryers or flash cure units. Always keep the lid on the plastisol ink bucket for a wide variety of reasons, including contamination, and because some plastisol formulations can absorb humidity in the air.
Cracking ink is a result of under-cured. Of course, if you are printing on a substrate that has enormous stretch, and the plastisol ink you are using does not have equal stretch characteristics, then the ink could also crack. Crcking is not to be confused with cracking. Crocking is a condition where the ink actually can be rubbed off.
Plastisol will start to become dry to the touch, or gel (also called semi-cured) between 180-250º F (82-121º C). It becomes fully cured between 280-320º F (138-160º C), depending on the type of plastisol. The temperature at which the ink becomes fully cured is called the fusion temperature. Most plastisol inks cure at 320º F (160º C). Check the Technical Data Sheet from the manufacturer for each plastisol ink for complete instructions.
“Cure” occurs when the entire plastisol ink film fuses and becomes a single solid entity. For ink to fuse fully, the entire film thickness must reach its correct cure temperature.
The ultimate and definitive test to determine if plastisol inks are properly cured is a wash test. Wash the garment in hot water with a strong detergent. Generally, it will take from 5-10 washings to fully test the cure, but if the ink is seriously under-cured, the print will show deterioration after only 1-3 washings.
By maintaining proper storage conditions, plastisol inks can have a shelf life of 2 years or more, depending on the ink product. Two-part inks, such as nylon inks, once mixed usually have a limited shelf-life. Refer to your inks’ product bulletins. After time, inks should be stirred as separation can occur.
“Flash” refers to when a printer heats the surface of ink and its dry to touch. It also can refer to the actual “flash cure unit”. Flashed inks are not cured inks!
The ink will be fine overnight up to two weeks, but the ink will congeal in cooler temperatures. Once it warms up it’s fine, but that congealed ink in the image area will cause blockages if not wiped out
Remember that these inks are low-bleed inks, not no-bleed inks. When printing any polyester blended garment you will not only have to ensure a full cure but also ensure that you do not over cure. Over flashing can cause a problem with the adhesion of the top colors adhering to the under base color.
Dampen a soft cloth with PlastiSolv 842 On Press Cleaner. Rub the damp cloth directly onto the print screen or item from which you are trying to remove the plastisol ink. Coat the screen with a thin layer of PlastiSolv 842 On Press Cleaner. Alternatively, a thin layer of plastisol ink remover can be sprayed directly onto the item.
The most accurate method of determining ink cost is to weigh an un-printed shirt, then print your design on it, then weigh it again. This weight will exactly tell you – given your particular print environment (i.e. mesh count, emulsion thickness, pressure, etc.) – how much ink you are using. Then simply determine your cost of ink per gram, and there is your cost per print.
Screen-printing was designed as “off-contact” so that the ink will release from the screen once the squeegee has passed the desired image area. Without off-contact, the screen lifts up out of the ink creating an undesirable print effect.
Plastisol inks when properly handled and used are considered “non-hazardous”. Lead-free plastisol inks properly applied are considered safe for children’s garments. Some children’s sleepwear may require “flame-retardant” inks. Always check the MSDS (Material Safety Data Sheet) for any product you are going to use.
Knowing how, why, and when to modify an ink comes with experience. Most commonly, printers modify inks with reducers to bring down viscosity when inks are too thick, or with soft hand extenders to soften the hand or feel on white or light-colored garments. Be sure to follow the manufacturers’ guidelines and USE a scale. Be careful! Over modifying an ink or using incompatible products will create problems.
Because it is such a critical color, International Coatings and others formulate specific white inks to accommodate the wide range of garments and applications printers are likely to run into. Printers can select white inks based on such factors as bleed, opacity, flash and cure characteristics, or printability.
Plastisol inks can thicken over time, just sitting on the shelf. We recommend that you try stirring or mixing the ink. This will help break down the “false body” that inks can get after long periods of storage. If stirring or mixing is not sufficient, use our “Curable Reducer” at the recommended percentages.
UV DYE INK
UV Dye Ink is a water-based ink that makes the ink fades faster than pigment ink but produces a more vibrant print compared to pigment ink. Also known as Dye Ink, it is called UV Dye because of its 10% resistance from fading against sunlight.
Can be used for: Photo Printing, Calling Cards, Brochures, Invitations, Key chains, Button pins, Acrylic Ref magnets, and many more.
PIGMENT INK
Pigment inks tend to be lighter in color than dye they are more water-resistant while producing a truer solid black than dye. Especially when the label is exposed to UV light for many months, the pigment ink holds its color, quality, and vibrancy better than dye.
DYE SUBLIMATION INK
Sublimation ink is printed onto a sublimation paper, and transferred into different kinds of materials such as fabric, mugs, plaques, etc. using heat and pressure in a way that turns the ink directly into a gas without first liquefying it.
DARK TRANSFER PAPER
Suitable for both Dark and Light fabrics but dark transfers are opaque after ironing, which means that any areas left blank will remain white even on dark colors. Keep in mind that any borders around your design will show up as white. On dark fabrics, this might not be the look you are hoping for.
LIGHT TRANSFER PAPER
It is transparent after ironing and is intended for light-colored shirts, mainly white ones. Borders are practically invisible.
INDOOR ADVERTISING
Eco-solvent printing is mainly used for indoor advertising programs, indoor banners, posters, wallpapers, floor graphics, retail POP, backlit display, flex banners, etc. These ads normally stand near people, so they will need to be printed in fine detail, high resolution, small ink dot, more pass printing.
OUTDOOR ADVERTISING
Solvent printing is mainly used for outdoor advertising, such as billboards, wall wraps, vehicle wraps, etc.
Most eco-solvent printers range from 6ft to 10ft wide, it is ideal to allocate an area at least 5 times your printer size.


